Removing Grit From Wastewater Treatment Plants
As we covered in Part 1 of this series, grit is a nuisance for wastewater treatment plant owners. Grit is microscopic grains that settle in the plant’s various chambers and pipes, causing an abrasive effect on the system. Machines are slowly eroded, the plant’s processing capacity is reduced, and plant operators are required to spend money on maintenance while forfeiting treatment quality due to plant downtime. In this part of the series, we’ll cover the process of removing grit from the wastewater.
When considering options for dealing with grit, there are three available routes: removal, mitigation or both. The following paragraphs will focus on the removal option.

Grit Removal
Part 1 covered the various types of grit, which includes sand, gravel, cinder, or other solid materials that are generally “heavier” (higher specific gravity) than the organic biodegradable solids in the wastewater. Grit also includes eggshells, bone chips, seeds, coffee grounds, and large organic particles, such as food waste. Removing grit is important because it prevents wear of mechanical equipment, grit deposition in pipelines and chambers, and grit accumulation in basins and digesters. Removing grit is important to both minimize unnecessary wear on pumps and maintain full capacity of all the basins in the plant. In the wastewater treatment process, grit removal happens before primary clarification and after initial screening and comminution. The order of these steps prevents large solids from interfering with grit handling equipment.
Where should grit be removed?
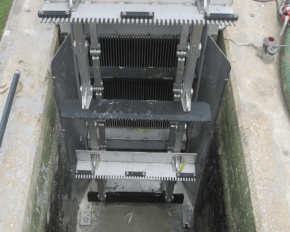
No matter which option is selected, bar screening is required. Bar screening removes trash, plastics, and other non-biodegradable debris that enters the system gets flushed down the commode. The screened influent then flows into the plant and possible travels directly to a grit removal system at the head of the plant. Images below show examples of bar screening.

Ideally, plant operators would treat wastewater without grit, i.e., the influent would enter the various chambers and pipes with the grit removed. This would prevent wear and tear on the equipment and abrasion of pipes. Unless a new plant is being built, removing grit from influent often requires that an existing wastewater plant be retrofitted, and this has implications on cost, production and space. Even new plant construction can be impacted by initial construction costs for large grit units designed for full flow ranges at the plant. There are three options for the location of grit removal – at the head of the plant, in the sludge stream and at various places throughout the process.
First Removal Location – Head of the Plant
Placing a grit removal system at the head of the plant removes as much grit as possible from the influent before entering plant. This is the ideal option, as it removes grit before it even touches pumps, tanks, etc., which prevents having to replace/maintain equipment. A removal system at the head of the plant can either be included in the building of a new plant or retrofitted to an existing plant. The size of the flow is a consideration when choosing a system, because it would need to be large enough to handle full flows.
Second Removal Location – In the Sludge Stream
The second option for collecting grit is in the sludge stream, prior to the flow entering the aerator or digestor. If adding a removal system to the head of the plant is not feasible due to plant size, hydraulics or cost, operators can opt for a removal system in the sludge stream. Grit removal in this part of the process involves pumps removing the grit and then sending it to disposal. The sludge stream should have less than 2% solids concentration to ensure smooth processing.
The equipment required for sludge stream grit removal is smaller than at the head of the plant, yielding a more economic choice, but operators must also consider the fact the upstream equipment has already been worn by the grit.
Third Removal Location – Throughout the Plant
If a new wastewater plant is being constructed, or if an operator has the means to retrofit an existing one, grit removal systems should ideally be placed throughout the plant. This design combines the benefits of removing grit at the head of the plant and in the sludge stream, thus minimizing the grit in the initial influent and then further reducing it as it travels through the various chambers. If an operator has a fixed-film filter installed, they may want to remove grit at this location because of the grit-creating process of snail sloughing. Or, if the plant is located in a geographically dry area that is prone to flash flooding, operators may wish to install removal systems in various pipes and basins to remove the infiltrated grit.
Factors Affecting Grit Removal
When deciding on the optimal grit removal option, plant, system costs, and operational factors need to be considered.
Plant Factors
- Range of Flow – What’s your plants low flow and peak flow? Which grit removal systems can handle your plants flow? Will you need different grit removal methods for different flows?
- Type of Treatment Process – If your plant is operating a fixed-film treatment filter, you’ll want to consider how this will be affected by a grit removal system. Will you need an additional removal system to treat the grit created from snail shell decay?
- Location of Grit Removal – As described in the three sections above, when deciding which removal to choose, you’ll want to consider where you’re removing the grit, as this will affect the size of your system and the cost.
- Allowable Headloss – Consider headloss when reviewing removal systems and ask if your plant has the hydraulic ability to install removal system in current configuration or will pumps need to be added?
- Grit Testing Results – Grit analysis or stream analysis can be done to determine the characteristics of the influent. Test results can help you make the decision about a grit removal system because you’ll then know the size, coarseness, etc. of incoming grit.
- Other Benefits to Treatment – Your grit removal system should prevent future grit cleanup and provide the long-term ability for the plant to treat waste itself.
System Factors
- Particle Size Range – After completing grit testing, you’ll have an idea of the size of grit particles, which can help determine the appropriate removal system. Particle size varies based on geographic location and sewer characteristics.
- Equipment and Energy Requirements – Some grit removal systems use electric power blowers to create stirring effect, which has an energy cost for the plant operator. Others do not use air and are quasi-settling tanks, which does not require significant amounts of energy.
- Maintenance Requirements – Analyzing the equipment of a grit removal system is important, because it will dictate a future maintenance schedule and help operators plan for replacement costs.
Operational Factors
Beyond plant and removal system factors, when selecting a grit removal system, the operator must also include operational processes in making their decision. These additional operational factors include the upkeep of the equipment, the energy costs associated with system blowers and stirrers and costs associated with installing the removal system. Operators should plan for the capital investment needed to construct a new plant with a grit removal system, or to retrofit an existing plant. Additionally, if the upstream sewer collection system is outdated, it may make sense for the plant operator to invest in repairing the sewers to improve flows and prevent groundwater runoff grit infiltration.
Removal Option Systems
Plant operators need to consider many different factors when choosing a grit removal system. Fortunately, there are numerous types of systems, including detritus tanks (short-term sedimentation basins), aerated grit chambers, hydraulic vortex/stacked tray systems, and mechanical vortex systems. The chosen system for a wastewater plant should be one that best matches the different factors described in the preceding section. In the following section, we’ll cover specifics on the different types of grit removal systems.
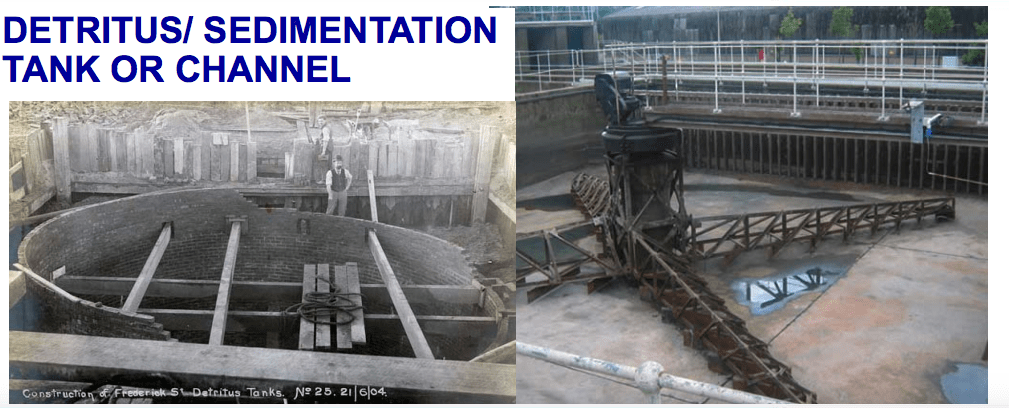
Detritus Tank/Channel
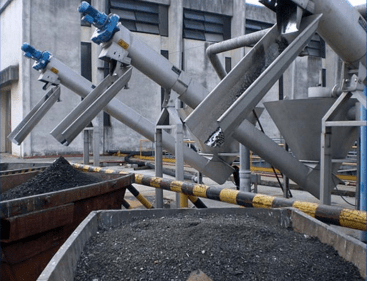
A detritus tank is a constant-level, short-detention settling tank. A grit-washing step to remove organic material is required with these tanks. A grit auger and a rake that removes and classifies grit from the grit sump are part of the design of a detritus tank system.
An advantage of detritus tanks is that all of their bearing and moving mechanical parts are above the water line, which decreases the amount of wear and tear on the equipment. In detritus tanks, there is also minimal headloss, which is another benefit.
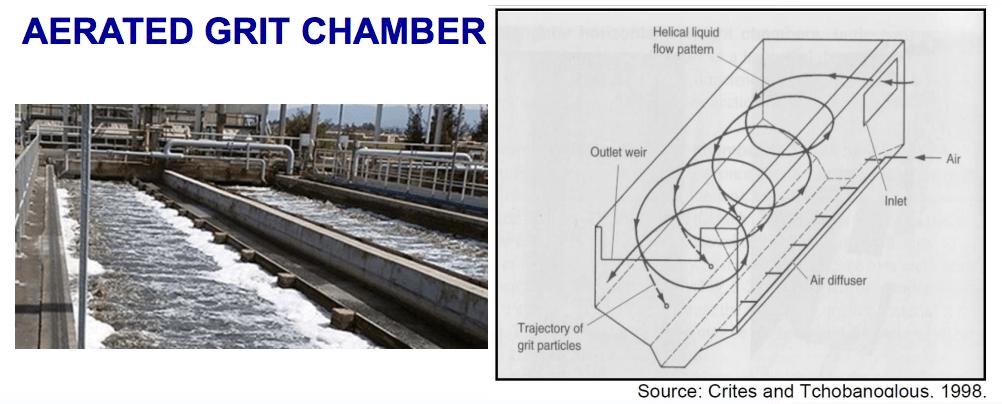
Aerated Chamber
Aerated grit chambers remove grit by forcing the wastewater to flow in a spiral pattern. This system adds air to the grit chamber along one side, which causes a spiral pattern to form in the tank. The spiral velocity leads to heavier particles leaving the streamline and settling to the bottom of the tank, while lighter particles remain suspended and are eventually carried out of the tank with the water flow.
Aerated grit chambers are an advantageous solution because they provide consistent grit removal over a wide range of influent flows, while also allowing for the addition of chemicals, mixing, preaeration and flocculation. These systems also allow plant operators to remove relatively low putrescible organic content with a controlled rate of aeration. Additionally, aerated chambers benefit the rest of the treatment plan by reducing septic conditions in incoming wastewater, which improves performance of downstream units.
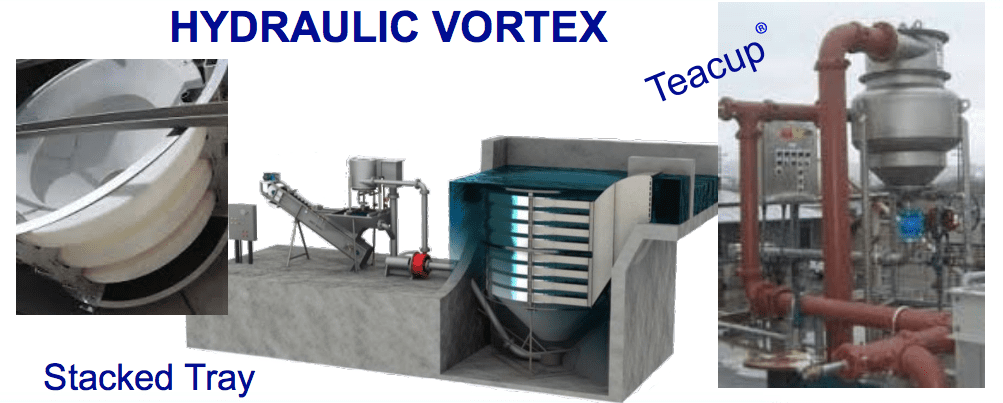
Hydraulic Vortex/Stacked Tray
The premise of hydraulic vortex/stacked tray systems is a design that causes slow, hydraulic vortexes. These vortexes allow the heavier grit particles to settle and then migrate through stacked trays.
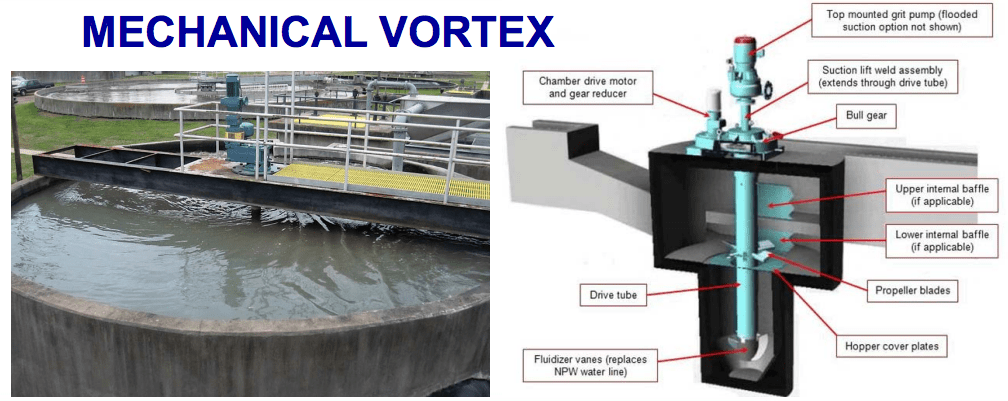
Mechanical Vortex
In mechanical vortex systems, hydraulics induce vortexes and increase angular velocity of grit particles. The heavier grit particles are accelerated toward the chamber boundaries and settle there, while the lighter particles remain in the center flow. Mechanical vortex systems have recently benefited from using baffled designs, which yield improved grit removal efficiencies across a wide range of flows.
Vortex systems are advantageous for many reasons. Plant operators might choose this system because of its efficient grit removal over a wide range of flows, with the ability to remove up to 73 percent of fine grit (140-mesh or 0.11mm/0.004 in diameter). Additionally, vortex systems operates without submerged bearings or parts, which lessens the maintenance demand for the plant operator. And, if space is an issue for the plant operator, vortex systems are a good choice because of their small “footprint” in comparison to other systems.
Overview of System Elements
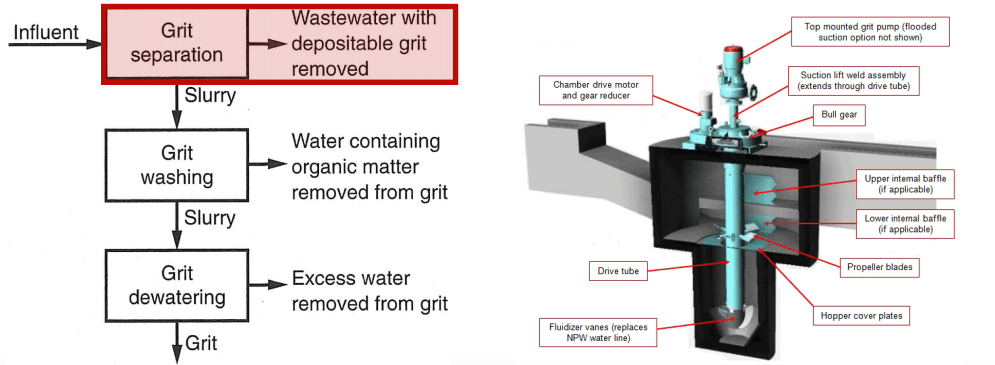
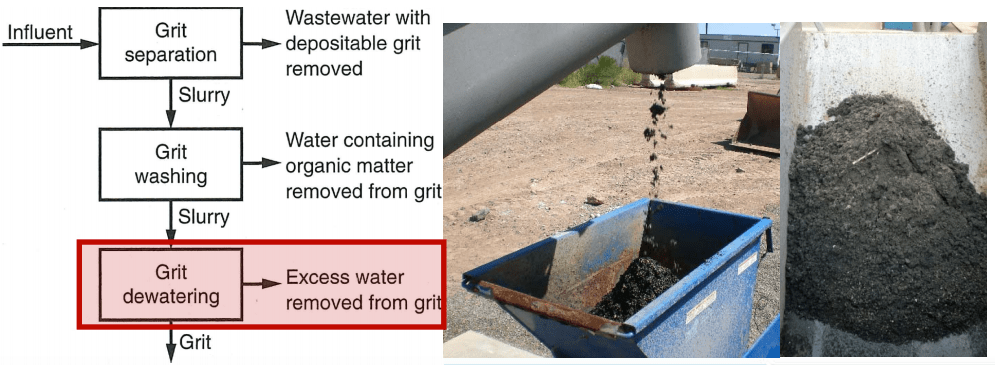
The following diagrams show the process through which grit is removed from the plant. The influent enters the system and is then treated in different stages.
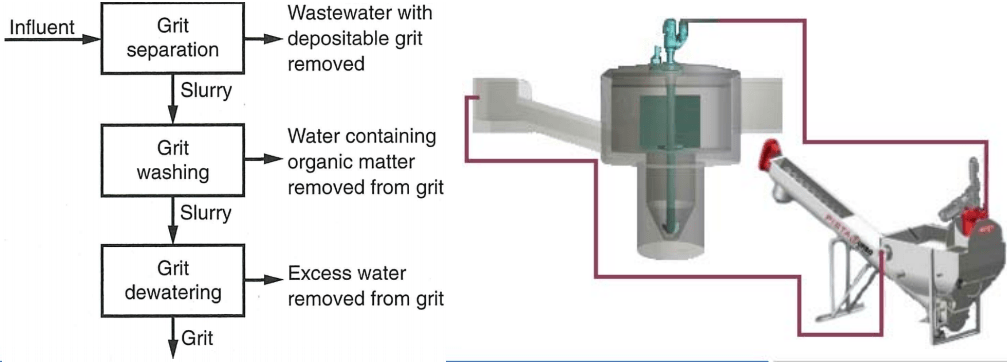
Step 1: Grit is separated by removing depositable grit from the wastewater. The resultant slurry leaves this stage for the next.
Step 2: Slurry enters the grit washing stage, where water containing organic matter is removed from the grit. The washed slurry continues on to the next stage.
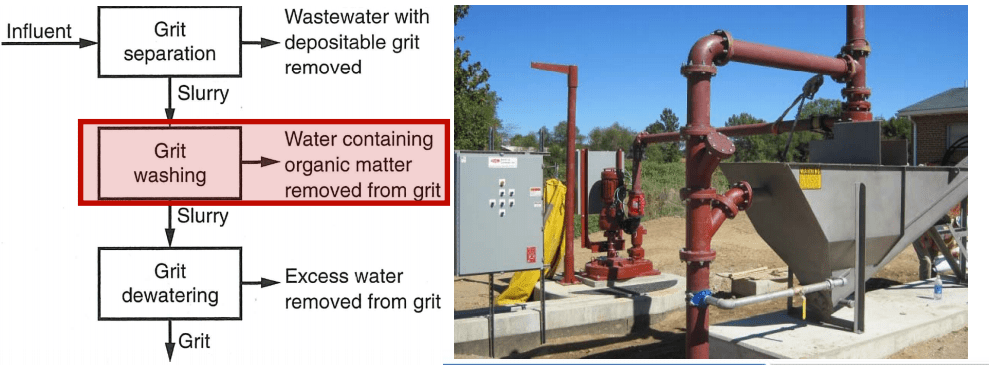
Step 3: Grit is dewatered by removing excess water. The final result is grit and it is then transferred out of the system.
Conclusion
Grit is a continuous and common problem for treatment plant owners and operators. It impacts their plants by causing unwanted abrasion of equipment and reducing processing capacity. Removing grit from the plant influent requires a removal system and deciding on the system depends on many factors, including the plant, system, grit characteristics and operational processes. There are many options for plant removal systems, including aerated chambers, vortex systems, and more. Choosing the best removal system will vary by plant, and by geography, and will ultimately be the solution that matches the plant characteristics and operator needs. In Part 3 of this series, we’ll discuss the process of grit mitigation, which is implemented when grit removal is not an option.
If you’ve have questions about which removal system best fits your wastewater plant, grit, budget and processes, please feel free to give us a call. We’re well versed in grit and would be happy to help you make the right decision.